


برنزهای ریخته گری برنز با درج روغن کاری جامد , فرآیند ریخته گری برنز و فرآیند ریخته گری بوشینگ , روش ریخته گری گریز از مرکز به روش مداوم ریخته گری برنز.
تولید برنز ریخته گری برنز امروز
GRUPHITEBUSHING PRODUCTION GRUPHITEBUSHING PLONG BRONZE (OD≤120MM)
پردازش پلاستیکی برنز پلاستیکی تولید محصولات تولید شده (120MM D OD)
فرآیند تولید مواد ، فرآیند ریخته گری گرافیت برنز
گریت های روغنی متصل شده به گرافیت ، یک محلول بدون تحمل تعمیر و نگهداری ، به ویژه برای بار زیاد ، متناوب حرکت نوسان کننده را فراهم می کنند. فلز پایه در برابر بار زیاد مقاومت می کند و گرافیت روغن کاری خود را فراهم می کند. این نوع یاتاقان های روغنی عملکرد بسیار خوبی را بدون قبل از روغنکاری در شرایط دمای بسیار بالا / پایین با سرعت کم نشان می دهند.
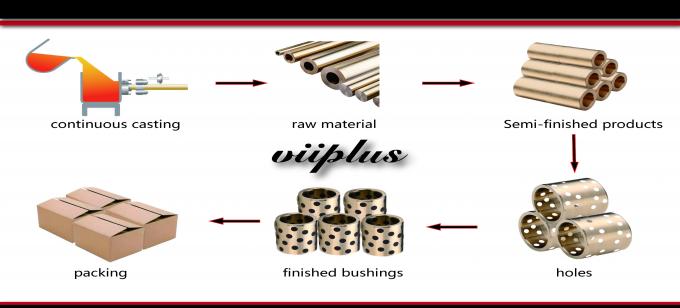
ریخته گری مداوم
ریخته گری مداوم روشی پیشرفته برای ریخته گری است که در آن فلز مذاب به طور مداوم در قالب مخصوص فلز به نام قالب ریخته می شود. ریخته گری جامد (محرمانه) به طور مداوم از انتهای دیگر قالب بیرون کشیده می شود. توسعه ریخته گری مداوم وسیله مهمی برای بهینه سازی ساختار صنعت متالورژی چین است ، که اساساً باعث کاهش کارایی و مصرف زیاد مواد فلزی چین می شود. تولید ، و ترویج توسعه ساختار محصول به سمت تخصص. توسعه فناوریهای پیشرفته ریخته گری مداوم ، مانند ریخته گری مداوم تقریبا نهایی ، ریخته گری مداوم تک بلور ، ریخته گری مداوم با راندمان بالا و شارژ گرم از بیل ریخته گری مداوم ، بسیار فعال باشد و به توسعه یک سری مطالب جدید کمک کند.
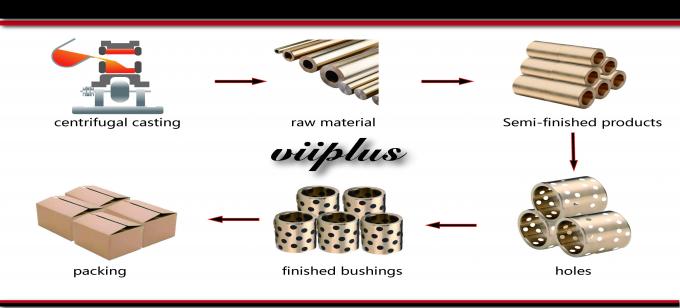
ریخته گری گریز از مرکز
ریخته گری سانتریفیوژ یک روش و روش ریختن فلز مایع در قالب چرخشی به سرعت در حال چرخش برای پر کردن قالب و تشکیل ریخته گری است. به دلیل حرکت گریز از مرکز ، فلز مایع می تواند قالب را به خوبی در جهت شعاعی پر کرده و سطح آزاد شکل را تشکیل دهد. ریخته گری. سوراخ داخلی استوانه ای بدون هسته می تواند به دست آید تا از بین بردن گازها و اجزاء از فلزات مایع استفاده شود. فرآیند تبلور فلز را انجام دهید ، بنابراین خصوصیات مکانیکی و فیزیکی ریخته گری ها را بهبود می بخشید.
خصوصیات و مزایا
تعمیر و نگهداری رایگان
خود روانکاری
برنامه هایی که اضافه کردن روغن های روغنی / گریس کاری دشوار است
بارهای سنگین و سرعت کم
انواع بلبرینگ های برنز
l فرم های تحمل ساخته شده برای سفارش:
بوشینگ مستقیم
l فلنج بوشینگ
بشقاب ها را بپوشید
واشر واشر
l برنز بدون گرافیت
l برنز W / Graphite
l بوشینگ سفارشی: قطعات ویژه مطابق با ISO ، DIN یا طراحی مشتری ، آلیاژهای ویژه.
کاربرد
بوشهای خودكاركننده در قالبهای قالب ، قالبهای فلزی ، قالبها ، ماشینهای مخصوص و تجهیزات سنگین از انواع استفاده می شوند.
ترکیب مواد و خصوصیات
- قطعات برنز ماشینکاری شده
- تولید بر اساس نقشه مشتری
- تولید یکپارچه
- خدمات بین المللی
- تجربه یاتاقان برنز خود روانکاری
یاتاقان برنز بازیگران بلبرینگهای ساده و روان کننده هستند که توسط ما ساخته می شوند. اصل اساسی یاتاقان های برنز ریخته گری یک محصول روانکاری جامد با کارایی بالا با گرافیت و روان کننده های کامپوزیت MoS2 جامد است که در یک ماتریس فلزی تعبیه شده است. با محدودیت های فیلم روغن ، روغن کاری یاتاقان های عمومی را می شکند. در فرآیند استفاده ، از طریق گرمای اصطکاک برای ساخت روان کننده جامد و اصطکاک شافت ، تشکیل روغن ، روانکاری همزیستی پودر شرایط عالی ، نه تنها حفظ شفت نگهبان نمی پوشد ، و ویژگی های روغن کاری جامد را ابدی می کند. . سختی آن از آستین مس متوسط یک بار بالاتر است ، خاصیت مقاومت در برابر سایش نیز یک بار است. در حال حاضر ، این دستگاه به طور گسترده ای در ماشین ریخته گری مداوم متالورژی ، پشتیبانی قطار ، تجهیزات نورد فولاد ، ماشین آلات معدن سازی ، کشتی ها ، توربین های گازی و سایر درجه حرارت بالا ، بار زیاد ، بار سنگین با سرعت کم و موارد دیگر مورد استفاده قرار می گیرد.
ابتدا دو نوع متداول فرآیند ریخته گری برای یاتاقان های آستین مس را معرفی می کنیم. آنها ماسه ریخته گری ، ریخته گری گریز از مرکز و ریخته گری مداوم هستند.
(1) ریخته گری گریز از مرکز: این یک روش ریخته گری برای استحکام بخشیدن با ریختن مایع فلزی در قالب چرخان و پر کردن قالب با نیروی گریز از مرکز است. جریان فرآیند: مزایای ویژگی های فرآیند: 1. تقریباً هیچ فلزی از سیستم ریختن و سیستم پاشش فلز وجود ندارد ، بنابراین می تواند سرعت خروجی فرایند را بهبود ببخشد. 2. ریخته گری توخالی را می توان بدون هسته تولید کرد ، بنابراین می توان ظرفیت پر شدن فلز را در تولید ریخته گری های لولایی بلند بهبود بخشید. 3. چگالی ریخته گری بالا ، معایب کمی از جمله تخلخل و گنجاندن سرباره و خصوصیات مکانیکی بالا. 4- برای ساخت ریخته گری فلزی کامپوزیت استوانه و آستین مناسب است. مضرات: 1. محدودیت های خاصی در تولید ریخته گری های مخصوص شکل وجود دارد. 2- قطر سوراخ داخلی ریخته گری نادرست است ، سطح سوراخ داخلی ناهموار است ، کیفیت آن ضعیف است و کمک ماشینکاری بزرگ است. 3. ریخته گری آسان است برای جداسازی گرانش خاص آسان است. کاربرد: ریخته گری گریز از مرکز برای اولین بار در تولید لوله های ریخته گری مورد استفاده قرار گرفت. از فن آوری ریخته گری گریز از مرکز در متالورژی ، معدن ، حمل و نقل ، آبیاری و زهکشی ماشین آلات ، حمل و نقل هوایی ، دفاع ملی ، خودرو و سایر صنایع در داخل و خارج کشور استفاده می شود تا از فولاد ، آهن و آلیاژ کربن غیر آهن استفاده شود. در بین آنها ، لوله های چدن گریز از مرکز ، آستر سیلندر موتور احتراق داخلی و آستین محور محبوب ترین ریخته گری هستند.
ریخته گری مداوم: روشی پیشرفته برای ریخته گری که در آن فلز مذاب به طور مداوم در قالب مخصوص فلز به نام قالب ریخته می شود. ریخته گری جامد شده (محصور شده) بطور مداوم از قالب بیرون می آید تا ریخته گری از هر طول یا طول مشخصی بدست آید. 1. از آنجا که فلز به سرعت خنک می شود ، بلور متراکم است ، ساختار یکنواخت است ، و خواص مکانیکی خوبی دارند. 2. ذخیره فلز و افزایش بازده؛ 3 ، ساده کردن روند ، از بین بردن مدل سازی و سایر فرآیندها ، در نتیجه شدت کار کاهش می یابد. سطح تولید مورد نیاز نیز بسیار کاهش می یابد. 4 ، تولید ریخته گری مداوم آسان است برای دستیابی به مکانیزه و اتوماسیون ، بهبود بهره وری تولید. کاربرد: از روش ریخته گری مداوم می توان برای ریخته گری از فولاد ، آهن ، آلیاژ مس ، آلیاژ آلومینیوم ، آلیاژ منیزیم و سایر ریخته گری های طولانی با همان شکل بخش مانند شمش ، دال ، میله ، لوله و غیره استفاده کرد.
بهترین راه برای تعیین اینکه کدام روش ریخته گری برای پروژه شما بهترین است ، مشورت با یکی از مهندسین فروش با تجربه ما است. آنها هر یک از فاکتورهای مربوط به پروژه شما را مطالعه می کنند و روش های ریخته گری برای آستین های مسی ، محورها و اجزای مورد نیاز فرد را توصیه می کنند. برای تماس با یکی از مهندسان فروش ما ، روی لینک زیر کلیک کنید. با مهندس فروش ما تماس بگیرید
داده های تکنیکی
مقطع تحصیلی JDB-10 JDB-20 JDB-30 JDB-40 JDB-50 مواد CuZn25Al5 CuSn5Pb5Zn5 CuAI10Ni5Fe5 HT250 CuSn12 تراکم 8 8.9 7.8 7.35 8.9 سختی 10210 ≥70 50150 60160 75 پوند استحکام کششی 750 پوند 50250 500 پوند 50150 70270 قدرت بازده 50450 90 پوند 60260 50150 کشیدگی 12 پوند ≥13 ≥10 12 پوند 5 پوند ضریب o گسترش خطی 1.9 × 10-5 / 1.8 × 10-5 / 1.6 × 10-5 / 0.8 × 10-5 / 1.8 × 10-5 / Max.Temp -40 ~ + 300 -40 ~ + 400 -40 ~ + 400 -40 ~ + 150 -40 ~ + 400 Max.dynamic load 100 60 50 70 70 Max.speed (خشک) 15 10 20 0.15 10 N / mm² * m / s (روغن کاری) 200 60 60 0.8 80 تغییر شکل فشرده سازی <0.01 میلی متر <0.05 میلی متر <0.04 میلی متر <0.05 میلی متر محصولات و برنامه ها
شركت VIIPLUS با استاندارد ملي چين نه تنها مي تواند بوشينگ هاي خودكشي گرافيت آلياژ مس را اجرا كند ، همچنين مي تواند با توجه به استانداردهاي آمريكا ، اتحاديه اروپا ، ژاپن و ساير كشورها براي مجموعه هاي مسي توليد ، بلكه مطابق با مشتري خاص نيز باشد شركت VIIPLUS چین همچنین می تواند با توجه به تركیبات مشتری در زمینه تولید قطعات آلیاژی مورد نیاز ، در ساخت مواد آلیاژی مس استفاده كند.