|
|

| نام تجاری: | VIIPLUS |
| شماره مدل: | بوش سخت ، بوش سخت شده فولادی |
| مقدار تولیدی: | قابل توافق |
| قیمت: | Solid bushing MFG, china factory directly prices |
| شرایط پرداخت: | TT در پیشرفت |
| توانایی عرضه: | بوشینگ برنز آنلاین • تولید کننده یاتاقان های کشویی • تولید کنندگان بوشینگ خود را روان کننده |
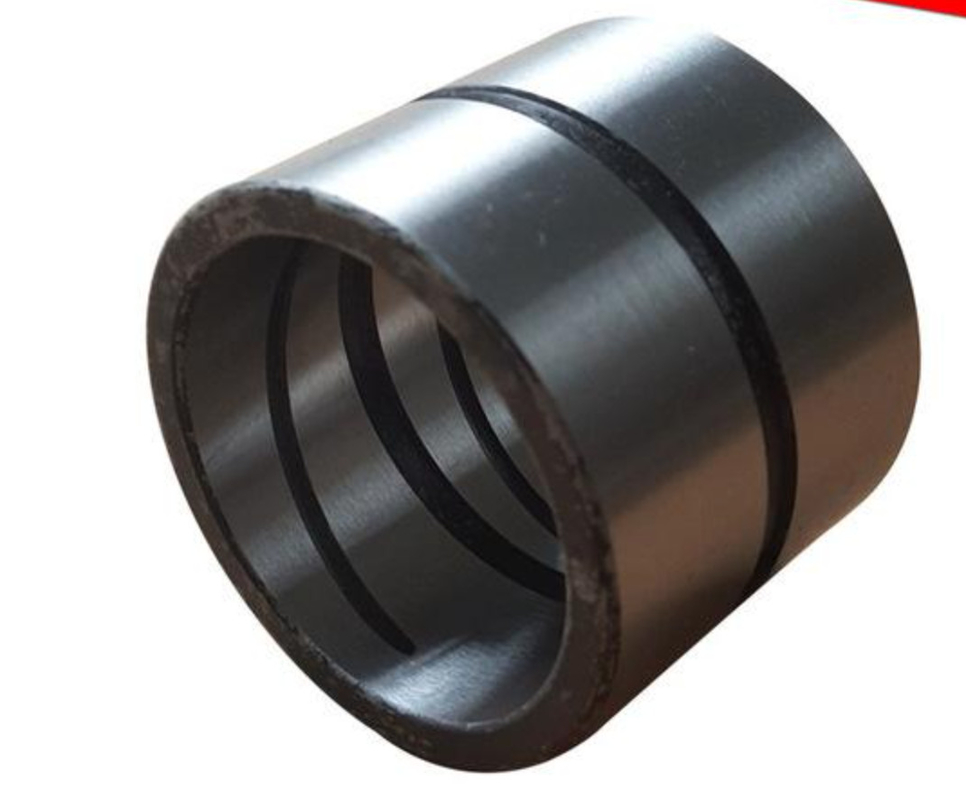
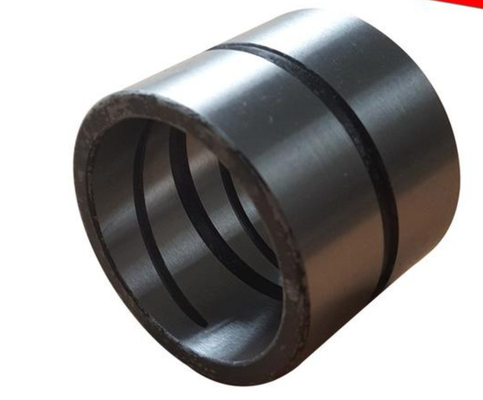
تخصص در تولید GCR15 استیل دستی حامل خاص سخت لباس مقاوم دستپوش فولاد لباس مقاوم خود روان کننده دستپوش فولاد
دستکش فولادی با GCR15 دستکش فولادی بسیار سخت دستکش فولادی خودرنگ کننده دستکش فولادی مقاوم به لباس
در انواع مختلف فولاد به عنوان مواد اولیه،با توجه به یک نسبت خاص با توجه به شرایط عملیاتی در سطح کار پردازش از حفره و پر کردن روغن جامد، آلیاژ فولادی قابلیت تحمل بالایی را فراهم می کند و روغن جامد است که می تواند جفت اصطکاک کمتری را تشکیل دهد.تحت شرایط بار بالا سرعت پایین نشان داد روان کننده عالی خود را است، دارای عملکرد فشرده سازی بسیار بالا است. هنگامی که گرافیت جاسازی شده در حال کار است، ذرات روان کننده تخلیه می شوند، به طوری که یک لایه دیافراگم بین شاخه و آستین تولید می شود،که مزایای ضد گاز نسبت به روغن مونومر روغن دارد.
آن را به ویژه مناسب برای پشتیبانی از قطعات ماشین آلات بلند، مانند پست راهنمای قالب، قاب قالب از ماشین تزریق قالب، ماشین رول خاک، پشتیبانی جرثقیل، و غیره است.
اندازه خاص می تواند به استاندارد JDB-650 اشاره داشته باشد، همچنین می تواند با تولید میله فولاد مطابقت داشته باشد.
بشینگ های جامد برای کاربردهای صنعتی. شریک جهانی شما برای تکنولوژی ناقل کششی. بشینگ های آنلاین سفارش دهید. طیف وسیعی از محصولات. مشاهدهwww.viiplus.com؛انواع اسکناس های ساده در ابعاد استاندارد موجود است: بوته های استوانه ای، بوته های فلج، شلنگ های فشار، شلنگ های فلج، صفحه های کششی.
|
نوع محصول:
|
بش های جامد
|
|
کاربرد:
|
حفاری، جرثقیل، ماشین ساختمانی复制
|
|
ماده:
|
GCr15، 40Cr، C45
|
|
سختي:
|
۵۲ تا ۶۰HRC
|
|
حداکثر بار پویا:
|
250N/mm2
|
|
حداکثر سرعت خطی:
|
0.1m/s
|
|
حداکثر مقدار PV
|
1.5 N/mm2.m/s
|
|
حد دمای کار
|
-100 تا +350 درجه سانتیگراد
|
|
ضریب انبساط خطی
|
1.1×10-5/°C
|
|
علاوه بر کاتالوگ محصول استاندارد نمایش داده می شود، ما محصولات غیر استاندارد را ارائه می دهیم یا بر اساس نیازهای مشتری سفارش می دهیم.
|
|
GCR15 اندازه گره ای از فولاد سخت شده
|
d
|
D
|
IDF7
|
ODm6
|
L-0.10
-0.30 |
|||||||||||||||
|
8
|
10
|
12
|
15
|
16
|
20
|
25
|
30
|
35
|
40
|
50
|
60
|
70
|
80
|
||||||
|
8
|
12
|
8
|
+0028
+0013 |
12
|
+0018
+0007 |
081208
|
081210
|
081212
|
081215
|
|
|
|
|
|
|
|
|
|
|
|
10
|
14
|
10
|
14
|
101408
|
101410
|
101412
|
101415
|
|
101420
|
|
|
|
|
|
|
|
|
||
|
12
|
18
|
12
|
+0034
+0016 |
18
|
|
121810
|
121812
|
121815
|
121816
|
121820
|
121825
|
121830
|
|
|
|
|
|
|
|
|
13
|
19
|
13
|
19
|
+0021
+0008 |
|
131910
|
|
131915
|
131916
|
|
|
|
|
|
|
|
|
|
|
|
14
|
20
|
14
|
20
|
|
142010
|
142012
|
142015
|
|
142020
|
142025
|
142030
|
|
|
|
|
|
|
||
|
15
|
21
|
15
|
21
|
|
152110
|
152112
|
152115
|
152116
|
152120
|
152125
|
152130
|
|
|
|
|
|
|
||
|
16
|
22
|
16
|
22
|
|
162210
|
162212
|
162215
|
162216
|
162220
|
162225
|
162230
|
162235
|
162240
|
|
|
|
|
||
|
18
|
24
|
18
|
24
|
|
|
182412
|
182415
|
182416
|
182420
|
182425
|
182430
|
182435
|
182440
|
|
|
|
|
||
|
20
|
28
|
20
|
+0041
+0020 |
28
|
|
202810
|
202812
|
202815
|
202816
|
202820
|
202825
|
202830
|
202835
|
202840
|
202850
|
|
|
|
|
|
22
|
32
|
22
|
32
|
+0025
+0009 |
|
|
223212
|
223215
|
|
223220
|
223225
|
|
|
|
|
|
|
|
|
|
25
|
33
|
25
|
33
|
|
|
253312
|
253315
|
253316
|
253320
|
253325
|
253330
|
253335
|
253340
|
253350
|
253360
|
|
|
||
|
30
|
38
|
30
|
38
|
|
|
303812
|
303815
|
|
303820
|
303825
|
303830
|
303835
|
303840
|
303850
|
303860
|
|
|
||
|
35
|
45
|
35
|
+0050
+0025 |
45
|
|
|
|
|
|
354520
|
354525
|
354530
|
354535
|
354540
|
354550
|
354560
|
|
|
|
|
40
|
50
|
40
|
50
|
|
|
|
|
|
405020
|
405025
|
405030
|
405035
|
405040
|
405050
|
405060
|
405070
|
405080
|
||
|
45
|
55
|
45
|
55
|
+0030
+0011 |
|
|
|
|
|
|
|
455530
|
455535
|
455540
|
455550
|
455560
|
|
|
|
|
50
|
60
|
50
|
60
|
|
|
|
|
|
|
|
506030
|
506035
|
506040
|
506050
|
506060
|
506070
|
506080
|
||
فرآیند کیفیت خاموش کردن حلقه های استیل GCr15 I. فرآیند گسترش نقص های رایج حلقه های استیل در طول خاموش کردن و خنک کردن
روغن به طور گسترده ای به عنوان محیط خنک کننده برای قطعات تابش استفاده می شود. دلیل اصلی برای غلاف فولادی GCr15 این است که سرعت خنک کننده روغن در مرحله سوم (زمان کنککشن) روند خنک کننده بسیار کند است.در تولید قبلی روغن ماشین شماره 10، شماره 20 در 650 ~ 500 ° C بین 20 ~ 50 ° C / s. مرحله کنوکشن از حدود 300 ° C شروع می شود و به دمای اتاق ادامه می یابد،که فقط در خط با نرخ خنک کننده است که دمای مارتنسیت از استیل استوار کمتر نیاز دارد، به طوری که تغییر شکل و تمایل به ترک قطعات لاجری در فرآیند خاموش شدن به شدت کاهش می یابد. با این حال، حالت عملیات استفاده از بلند دستی برای بلند کردن حلقه به روغن است،و فرکانس و دامنه حلقه حرکت بالا و پایین در روغن توسط اپراتور به صورت دستی کنترل می شود، که برای برآورده کردن الزامات فرآیند دشوار است، یعنی زمان حرکت حلقه از طریق روغن کمتر از 3S / mm نیست. بنابراین، در فرآیند خنک سازی،حلقه اغلب مشکلات کیفیت زیر را نشان می دهد: 1) یکسانی سختی ضعیف: همان دسته از اختلاف سختی حلقه HRC > 2، یکسانی سختی حلقه HRC > 1 یا 2. 2) نقاط نرم منطقه ای یا محلی در سطح حلقه ظاهر می شوند.3) برای حلقه با ضخامت دیواره موثر BBB 0 7mmدر میکروسکتور آستین فولادی 45، مکان های ترازیتیک شبکه ای ظاهر شدند.
بر اساس تجزیه و تحلیل کیفیت درمان حرارتی در سال 1998، تعداد کوره هایی که به دلیل خنک شدن ضعیف نیاز به تعمیر دارند، 51.5٪ از میزان تعمیر آتش برنز خاموش شده است.نقص حلقه ها در روند خنک کننده منجر به کاهش سختی و قدرت استوارمقاومت در برابر لباس و خستگی
فرآیند کیفیت خنک کردن حلقه استیل GCr15
اقدامات زیر برای مشکلات حلقه در هنگام خنک شدن انجام شده است:
1بدون تغییر روش خنک کننده، افزایش دمای گرم کردن خنک کننده حلقه (تخمین دمای حداکثر) برای افزایش ثبات آستنیت فوق خنک شده در فولاد،بنابراین کاهش سرعت خنک شدن بحرانی فولاد GCr15با این حال، با افزایش دمای گرم کردن، کربیدهای ثانویه بیش از حد در فولاد حل می شوند، که منجر به دانه های بزرگتر آستنیت می شود.و اثر مانع رشد مارتنسیت تضعیف می شود.. تفاوت سختی همان حلقه بزرگتر است و حداکثر تفاوت HRC2 است. هنوز هم چند تاستنیت کوچک در ساختار خاموش شده و سخت شده از زمان به زمان وجود دارد.در عین حالهمچنین، مارتنسیت آسیکولر ظریف نیز ظاهر می شود. تحت میکروسکوپ متالوگرافی 500x، مارتنسیت آسیکولر (تشک های بیش از حد گرم) به وضوح دیده می شود. تغییر شکل خاموش کردن به شدت افزایش می یابد.و میزان بیش از حد خطای تغییر قطر به طور متوسط از کمتر از 10٪ به بیش از 20٪ افزایش می یابد.، و خواص مکانیکی قطعات نسبتاً خراب می شوند.
2استفاده از یک روغن سریع با سرعت خنک کننده سریعتر به دلیل محدودیت شرایط عینی در تولید، مقدار کمی از آب اجتناب ناپذیر وارد مخزن روغن می شود،که به تدریج روغن را در فرآیند استفاده امولسیف می کند، تغییر عملکرد، از دست دادن اثر خنک کننده خوب، و کیفیت خاموش کردن نمی تواند به اثر ایده آل برسد.
فرآیند کیفیت خنک کردن حلقه استیل GCr15
تحقیق و استفاده از تکنولوژی جدید درمان حرارتی برای حلقه های لاجری
ظرفیت خنک کننده و سخت کننده محیط خنک کننده یک عامل مهم در کیفیت درمان حرارتی حلقه های لاجری است.این مربوط به عوامل متالورژیک قطعه کار استشکل منحنی C و شرایط خنک کنندهو محیط خنک کننده با ظرفیت خنک کننده قوی می تواند سخت بودن قطعه کار را پس از خنک کردن بالاتر یا لایه سخت کننده عمیق تر کنددر عمل، کلید اطمینان از سخت شدن یک سرعت خنک کننده به اندازه کافی بزرگ در نوک بینی منحنی C است، اما یک سرعت خنک کننده نسبتا کم در طول تبدیل مارتنسیت مورد نیاز است.استفاده از تکنولوژی جدید با این ویژگی سازگار استبا تغییر سرعت نسبی قطعه کار و روغن خاموش کننده و تغییر توانایی خنک کننده و سخت کننده محیط خاموش کننده،کیفیت خنک کننده ایده آل می تواند برای پاسخگویی به الزامات نرخ های خنک کننده مختلف برای تشکیل ساختار قطعه کار در دمای مختلف به دست آید.
1تجزیه و تحلیل آزمون مقاومت خنک کننده
از طریق آزمایشات و تجزیه و تحلیل های بسیاری نشان داده شده است که مقاومت خنک کننده روغن می تواند با تغییر روش خنک کننده با فناوری جدید بهبود یابد.به منظور بهبود کیفیت درمان حرارتیمقاومت خنک کننده H پارامتری است که ظرفیت خنک کننده محیط را منعکس می کند، H = αλ / 2 (α ضریب انتقال گرما بین سطوح است؛ λ رسانایی حرارتی فولاد است).مقدار H برای آب ثابت 0 است.1هرچه مقدار H بیشتر باشد، ظرفیت خنک کننده محیط قوی تر است. در آزمایش، با توجه به محیط خنک کننده در شرایط مختلف تحریک،تغییر قدرت خنک کننده در جدول 1 نشان داده شده است.هنگامی که خاموش کردن با تحریک شدید روغن انجام می شود، ارزش H می تواند به 0 برسد.7به طور کلی، مقدار H از خاموش کردن روغن صفر است.3.
2تجزیه و تحلیل آزمایش میکروساخت و سختی
حلقه در فرآیند آزمایش مدل محصول در 314/01، دمای خنک کننده 840.40 درجه سانتیگراد، روغن ماشین، مایع خنک کننده برای 10 حلقه در شرایط خنک کننده و خنک کننده ایستاتیک، از طریق آزمایشات بسیاری،نتیجه گیری می شود که تغییر سطح حلقه در میکروسروت، حلقه در شرایط خنک کننده ای استاتیک و پویا، اندازه سازمان نزدیک حدود 5 ~ 10 برابر متفاوت است. تحت شرایط خنک کننده کانال، تفاوت سختی همان حلقه به 0 کاهش می یابد.5.
3- استفاده از فرآیند جدید و بهبود تجهیزات
فرآیند جدید این است که امکانات تولید را تغییر دهید، تغییر روغن خنک کننده و خنک کننده ژاکت آب به خنک کننده گردش،استفاده از یک پمپ روغن جریان بزرگ برای تزریق روغن خنک شده از پایین مخزن خنک کننده، ابتدا یک گردش تحت قیف تشکیل، به طور مساوی بالا و سپس از طریق دو لایه از صفحه حفره به شکل یک ستون یکنواخت تیره جوش روغن تزریق بالا،سطح روغن در مخزن روغن در حال جوشیدن استو می تواند جریان خروجی پمپ روغن را تغییر دهد، سرعت حرکت نسبی حلقه و روغن را تغییر دهد،برای پاسخگویی به الزامات نرخ های خنک کننده مختلف در فرآیند تشکیل قطعه کار، و در عین حال، روغن داغ بالایی در زمان پمپ می شود تا دمای روغن لایه های بالایی و پایین در شکاف روغن اساسا متعادل باشد.سیستم تصفیه خنک کننده روغن نه تنها باعث می شود که روغن به طور کامل خنک شود، اما همچنین باعث می شود روغن می تواند بسیار خوب تصفیه شود. فرآیند جدید نه تنها نیازهای نرخ خنک کننده بالا از فولاد GCr15 تحت شرایط درجه حرارت بالا را برآورده می کند،اطمینان از سختی خاموش کردن و یکسانی خاموش کردن، اما همچنین به سرعت خنک شدن بحرانی مورد نیاز از آستینایت با دانه های نازک و کربن و کروم کم تولید شده توسط آستینیت کردن قطعه در دمای پایین تر، پاسخ می دهد،تصفیه ساختار ماتریس مارتنسیت. از ترک خاموش کردن اجتناب کنید، حلقه حامل سخت بودن خاموش کردن را در HRC64 ~ 65 کنترل پایدار کنید.5با 2 سطح به عنوان اکثر، قطر بیرونی از ¢ 100mm و یا بیشتر پس از خنک شدن تغییر قطر حلقه بیش از نرخ خطا کاهش یافته به حدود 7٪،روشنایی سطحی قطعه کار پس از خاموش شدن افزایش یافته است، تمام کیفیت واجد شرایط، کاهش ضایعات و تعمیرات.
بهبود امکانات تولیدی است مخزن خنک کننده داغ بالا کلاس متوسط نفت بیش از حد به واحد تصفیه،و سپس به یک مجموعه از بالای سر از کولر لوله مسی در (جای) در استخر چرخه تمیز کردن، و سپس پس از خنک شدن در پمپ روغن پمپ روغن به پایین مخزن خاموش کردن، بین دو لایه از دیافراگم ¢5 میلی متر است، پچ 20 میلی متر × 20 میلی متر از صفحه متخلخل،سوراخ در طبقه دوم از یک مرحله ای، اطمینان از افزایش یکنواخت روغن خنک کننده.
VIIPLUSاختصاص داده شده به تحقیق و تولید انواع بوشینگ ها، قطعات یدکی، قطعات ماشین آلات و قطعات دقیق. ما توسط شخص ثالث در مورد گواهینامه کیفیت تأیید شده ایم. تا کنون,ما مجموعاً ده دسته از محصولات را عرضه کرده ایم، از جمله بوش های خود روان کننده کامپوزیت، بوش های روان کننده مرز، بوش های دو فلزی، بوش های روغن شده،پوشه ی روان کننده ی جامد با گرافیت، استیل بوشینگ، کاسینگ بورس بوشینگ، بسته برنز بوشینگ،حلقوی هموار است و شعاع زخم است. کیفیت و عملکرد است که با استانداردهای بین المللی مطابقت دارد یا فراتر می رود.
![]()
| مواد و خواص استوار | واحد | ارزش | واحد | ارزش | ||
| حداکثر بار دینامیکی | MPa | 250 | پسی | 36,200 | ||
| دمای کار | °C | 100 تا 350) | °F | -148 تا 662 | ||
| روان کننده ی روغن | ||||||
| حداکثر سرعت حرکت | m/s | 0.1 | fpm | 19.7 | ||
| حداکثر ارزش PV | m/s | 1.5 | پسی x fpm | 43,500 | ||
| حداقل.سختی | HRC | 55 | HRC | 55 | ||
![]()
| مواد و خواص استوار | واحد | ارزش | واحد | ارزش | ||
| حداکثر بار دینامیکی | MPa | 100 | پسی | 14,500 | ||
| دمای کار | °C | 100 تا 250) | °F | -148 تا 482 | ||
| روان کننده ی روغن | ||||||
| حداکثر سرعت حرکت | m/s | 0.5 | fpm | 100 | ||
| حداکثر ارزش PV | m/s | 1.5 | پسی x fpm | 43,500 | ||
| حداقل.سختی | HV | 600 | HV | 600 | ||
| مواد |
1.فولاد ضد زنگ: SS303، SS304، SS316، SUS420J2 و غیره 2فولاد: 12L14، 12L15، C45 ((AISI1045) ، و غیره 3فولاد کربن: CH1T، ML08AL، 1010, 1035, 1045, و غیره 4فولاد آلیاژ: 10B21، 35ACR، 40ACR، 40Cr، 35CrMn، و غیره 5آلومینیوم یا آلیاژ آلومینیوم: Al6061، Al6063 و غیره 6مس: C3604، C38000، و غیره |
حفاری ها، جرثقیل ها و بعضی از قطعات مهم ماشین های ساختمانی.